

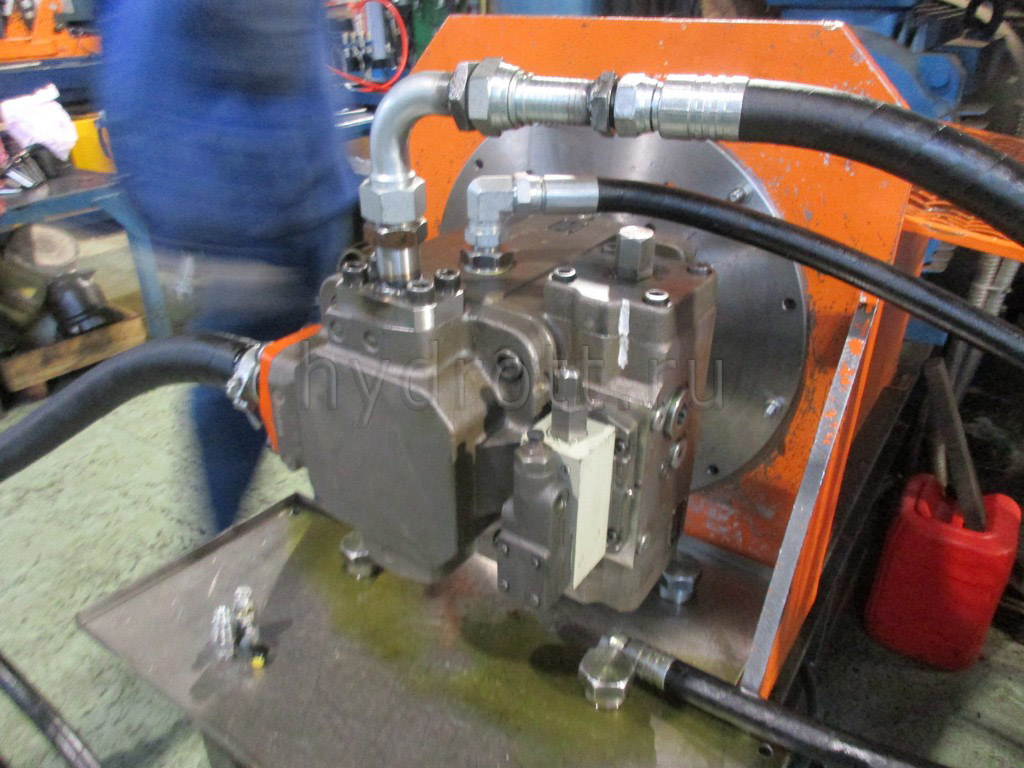
Компания ООО «Гидротехтрейд» осуществляет ремонт гидронасосов и гидромоторов Bosch Rexroth (Бош Рексрот) по выгодным ценам в Москве и МО. Осуществляем выездную диагностику.
Мы обладаем большим опытом устранения неисправностей любых моделей насосов/моторов. Работаем с аксиально-поршневыми, радиально-поршневыми, плунжерными и пластинчатыми гидронасосами Bosсh Rexroth.
Работу производят ведущие инженеры-гидравлики с опытом более 25-и лет.
Строго соблюдаются сроки ремонта, предоставляется гарантия на работы – до 12-и месяцев.
 Диагностика и дефектовка бесплатно
Диагностика и дефектовка бесплатно Собственное ремонтное производство
Собственное ремонтное производство








































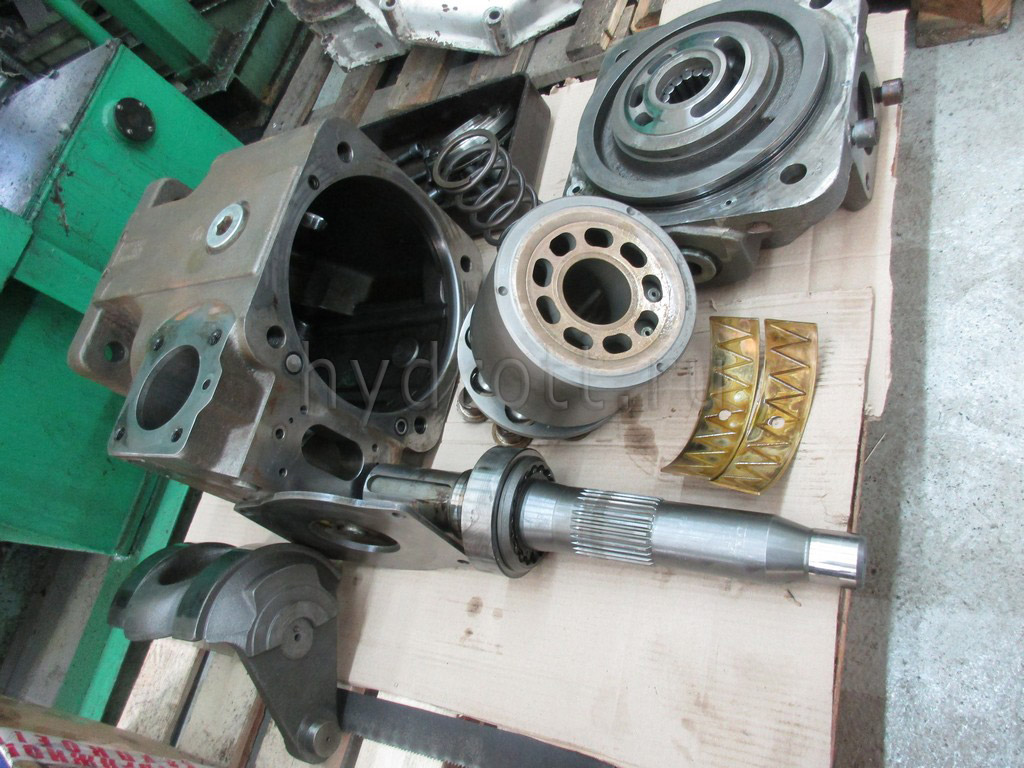
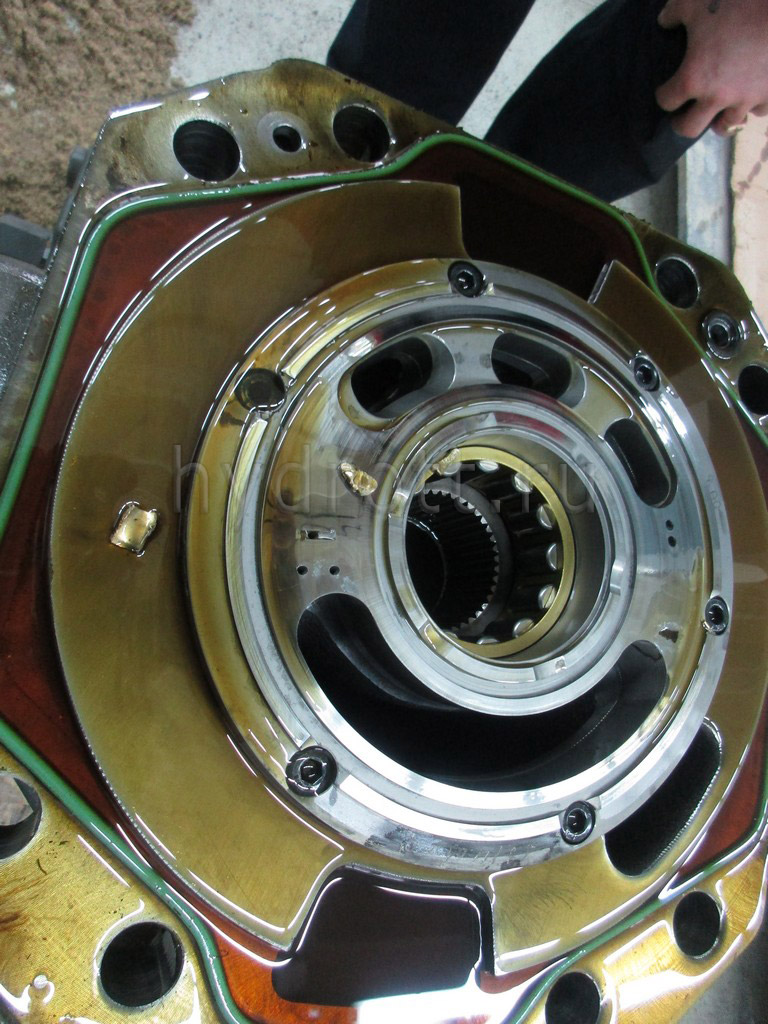





















Для устранения этих и др. проблем может потребоваться замена уплотнений, поршней, подшипников, роторных групп, элементов корпуса, ремонт блока управления и иные работы.

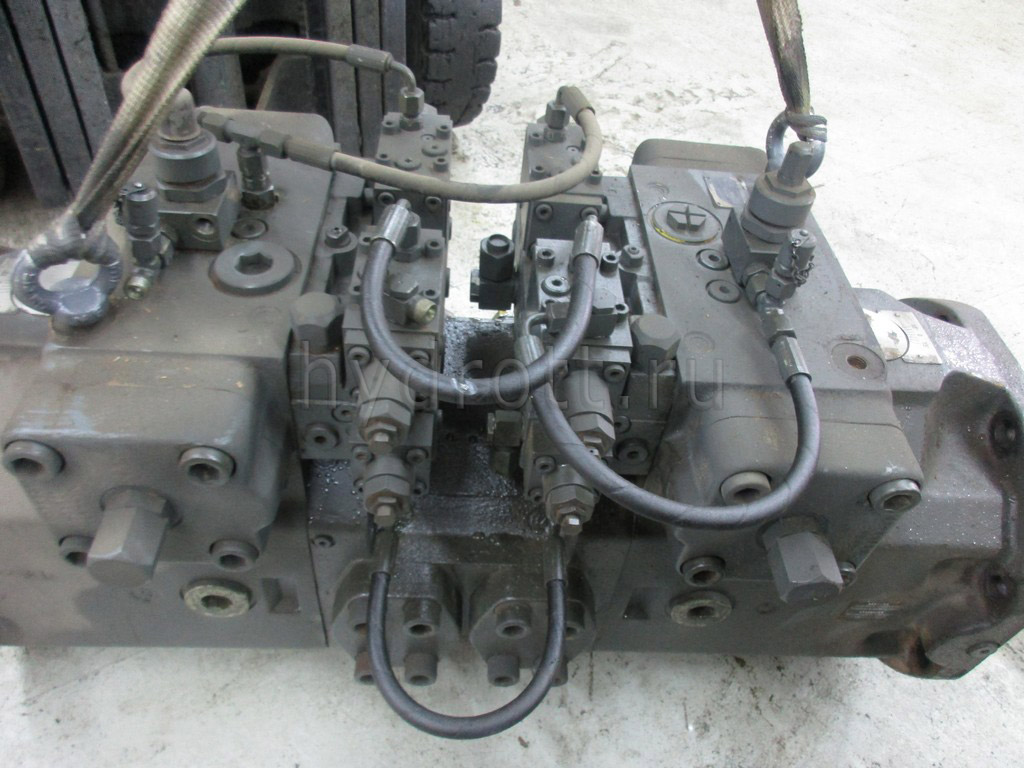
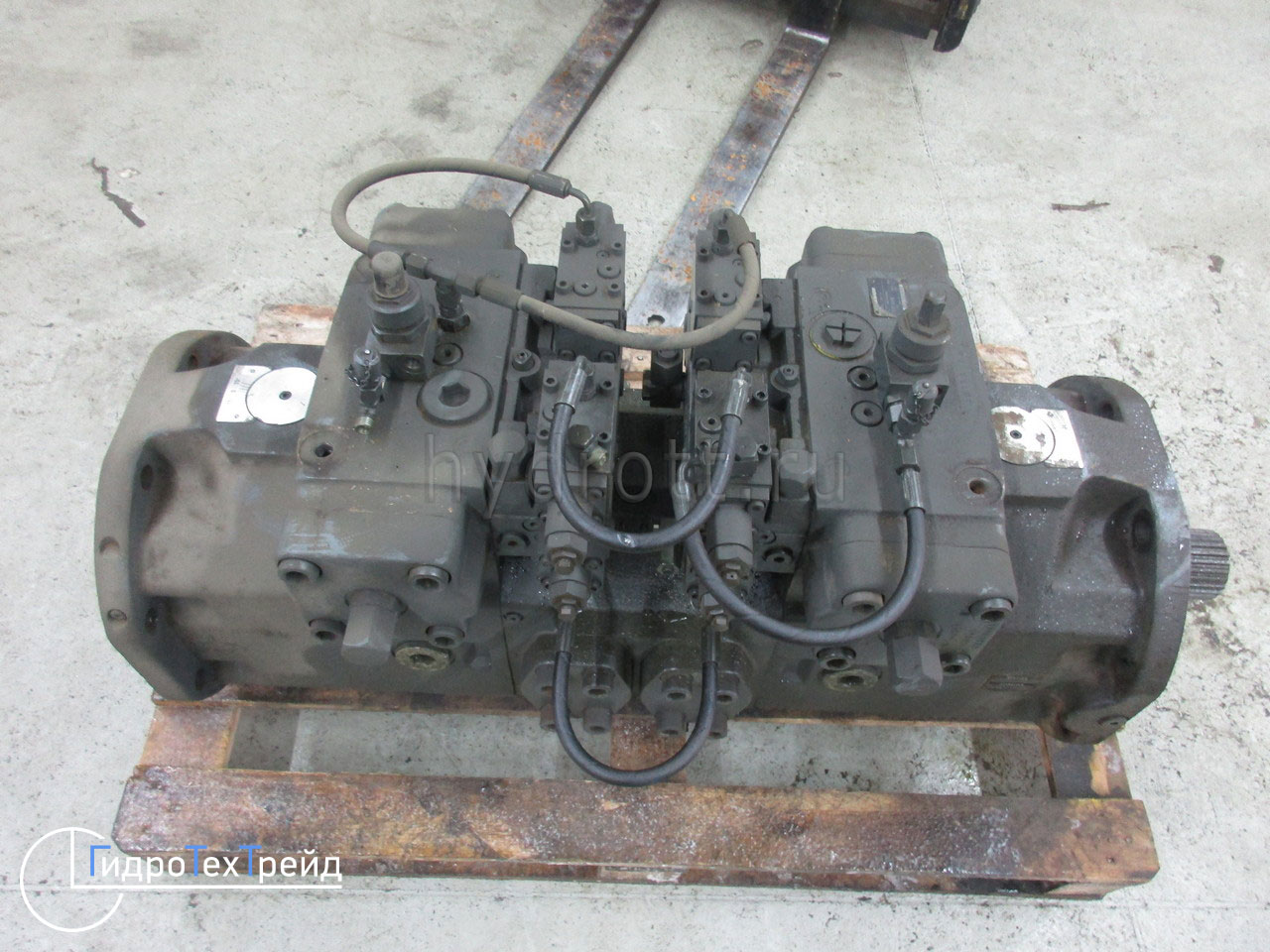
Ремонт гидронасосов Bosch Rexroth осуществляется следующим образом: при поступлении гидравлического насоса делается дефектовка, выявляются поломки и их причины, определяется фронт работ, его стоимость и примерные сроки, которые согласовываются с заказчиком.
В зависимости от поломки может проводиться:

Срок самого ремонта, зависит от конструктивных особенностей насоса и наличия запчастей, как правило все ходовые запчасти имеются в наличие. Если запчасти есть, то средний срок ремонта составит от 1-го до 5-и дней.
Мы не производим ремонт:
шестеренных, героторных и героллерных гидронасосов, из-за конструктивных особенностей данных типов гидроагрегатов.
Мы ремонтируем:
аксиально-поршневые, радиально-поршневые, плунжерные и пластинчатые гидронасосы.
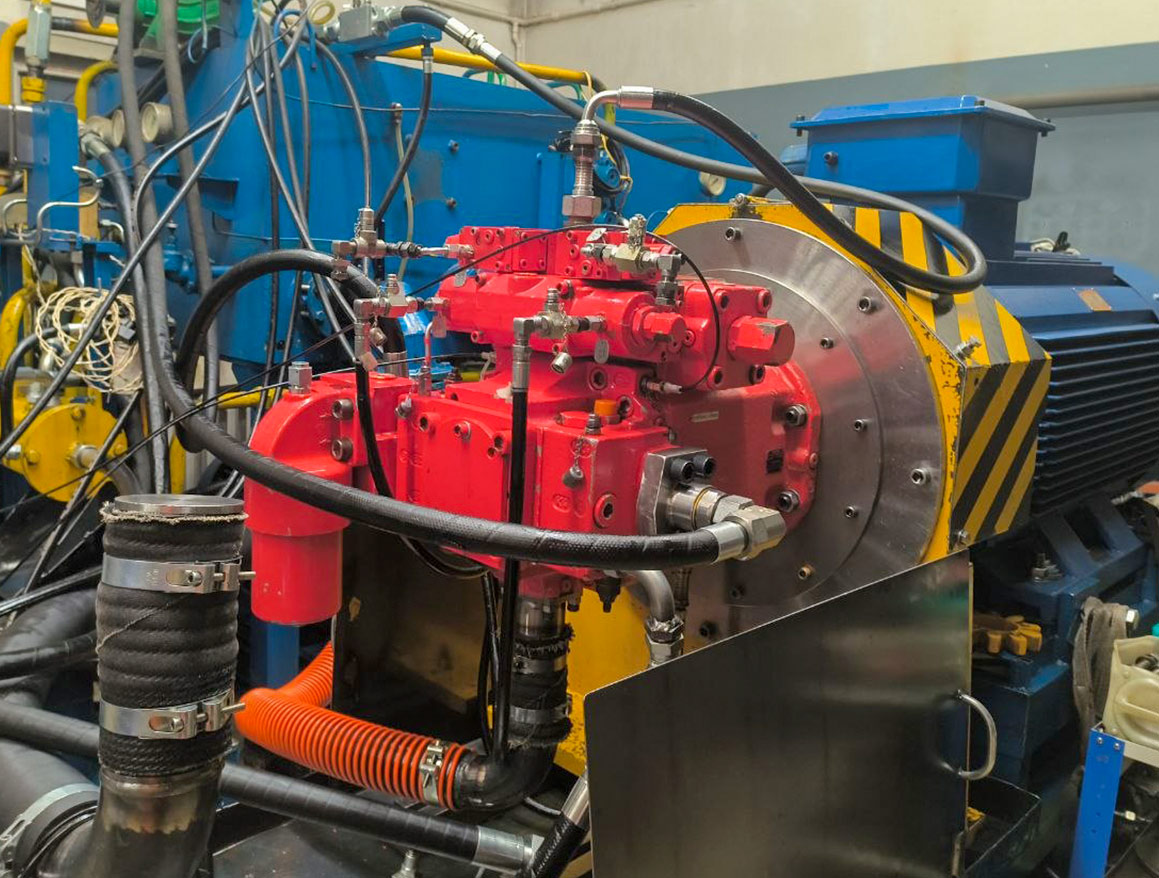
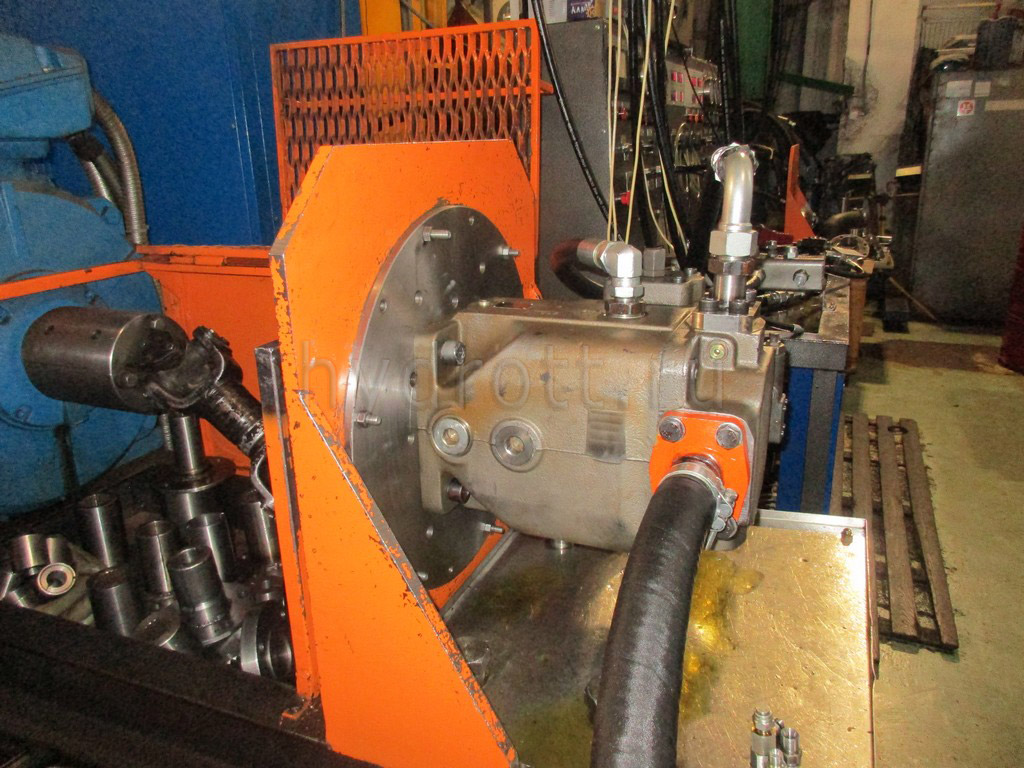
Обзор диагностического оборудования и процесса ремонта гидронасосов





Проведем первичную бесплатную диагностику в режиме реального времени по телефону и дадим рекомендации по устранению неисправностей














