Наши возможности позволяют:
1 Токарная обработка (максимальные возможности):
Наибольший диаметр обрабатываемой заготовки станок
Над станиной – 1025 мм / 900 мм.
Над суппортом – 600 мм / 500 мм.
Максимальная длина точения – 8000 мм (более возможно, если заготовка пройдет через шпиндель размерами не более 125 мм).
2 Фрезерная обработка (максимальные возможности):
Наибольшие размеры обрабатываемой заготовки станок 900х900х3500 мм.
Наибольшая масса обрабатываемой заготовки – 5000 кг.
3 Вертикально-фрезерные обрабатывающие центры, оснащенные поворотным столом и задней бабкой:
Габариты стола: 1300х600 мм.
Наибольшая высота обрабатываемой заготовки – 300 мм.
Инструментальный магазин 20-30 позиций.
4 Горизонтально-фрезерный обрабатывающий центр:
Максимальный диаметр устанавливаемой заготовки – 900 мм.
Максимальная высота устанавливаемой заготовки – 1000 мм.
Инструментальный магазин 43 позиции.
Максимальная нагрузка на стол – 1500 кг.
5 Горизонтально- расточной обрабатывающий центр с ЧПУ:
Габариты стола: 1800х2200 мм.
Поперечный ход (Х) – 3500 мм.
Вертикальный ход (Y) – 2000 мм.
Инструментальный магазин 60 позиций.
6 Внутренняя шлифовка:
Диаметр шлифуемых отверстий – 3-25 мм / 5-150 мм / 50-200 мм / 100-400 мм.
Наибольшая длина устанавливаемых заготовок – 50 мм / 125 мм / 200 мм / 320 мм.
7 Плоская шлифовка с круглым столом (максимальные возможности):
Габариты стола: 2000х630 мм.
Наибольшие размеры устанавливаемых заготовок – 2000х630х630 мм.
8 Плоская шлифовка с круглым столом (максимальные возможности):
Наибольший диаметр устанавливаемых заготовок – 1000 мм.
Наибольшая высота обрабатываемых заготовок – 200 мм.
9 Термическая обработка (печи шахтные)*:
Наибольший диаметр устанавливаемых заготовок – 900 мм.
Наибольшая длина устанавливаемых заготовок – 4000 мм.
Максимально допустимый вес – 2000 кг.
10 Термическая обработка (ТВЧ)*:
Наибольший диаметр устанавливаемых заготовок – 300 мм.
Наибольшая длина устанавливаемых заготовок – 2500 мм.
Максимально допустимый вес – 1000 кг.
11 Печь муфельная:
Наибольший диаметр устанавливаемых заготовок – 1000 мм.
Наибольшая длина устанавливаемых заготовок – 8000 мм.
Максимально допустимый вес – 8000 кг.
12 Нанесение гальванических покрытий*:
Наибольший размер (диаметр)≥1м2
Наибольшая длина ≥ 4000 мм.
13 Круглошлифовальная обработка:
Наибольший размер диаметр - 800 мм.
Наибольшая длина - 10000 мм.
Максимальный допустимый вес – 8000 кг.
14 Наружная наплавка:
Штоков, круга, плунжеров, трубных заготовок нержавеющими (аналог хромовому покрытию с твердостью 50HRC и толщиной покрытия 0,8-1,5 мм) и легированными сталями (восстановления подложки перед хромированием (сталь 30ХГСА и др. с твердостью 25-30HRC и толщиной покрытия 0,8-5,0 и более)).
Наибольший размер диаметр - 1000 мм.
Наибольшая длина - 6500 мм.
Максимальный допустимый вес – 8000 кг.
В текущий момент опробируется технология внутренней наплавки гильз, с целью восстановления зеркала до заводских размеров, диаметров внутренним до 700 мм, длиной до 8000 мм.
15 Возможности по гидроцилиндрам:
Хонингование внутреннего диаметра гильзы (трубы):
- Внутренний диаметр до 630 мм, длиной до 8000 мм (и более по запросу).
Станок по раскатке (расточке) труб проходит пуско-наладку с 05.05.25 г. по 15.07.25 г. и в ближайшее время запустится.
- Внутренний диаметр от 60 до 500 мм, длиной до 7500 мм (и более по запросу).
- Внутреннее хромирование (Хтв 36 мкм).
- Расточка и раскатка нержавеющих сплавов.
- ТВЧ закалка, нормализация, объемное термоулучшение.
16 Применяемые уплотнительные элементы для гидроцилиндров:
Изготавливаем уплотнения из следующих материалов:
- полиуретан;
- полиэтилен;
- полиацеталь;
- полиамид;
- резина (NBR);
- фторкаучук (FPM, FKM, Viton);
- этилен-пропиленовый каучук (EPDM);
- фторопласт (тефлон) (PTFE);
- фторопласт композитный (наполненный бронзой, стеклом и сульфидом молибдена, сажей).
Изготавливаем уплотнительные элементы методом точения из импортных материалов диаметром до 7500 мм (и диаметром до 4000 мм по запросу).
Также поставляем уплотнения таких производителей как Gappi (Италия).
17 Применяемые стали:
- Углеродистые (20, 35, 45 и др.);
- Легированные (40Х, 40ХН, 30ХГСА и др);
- Коррозионностойкие (08Х18Н10Т, 12Х18Н10Т, 08Х17Н13М2Т и др.);
- Жаропрочные;
- И другие виды сталей.
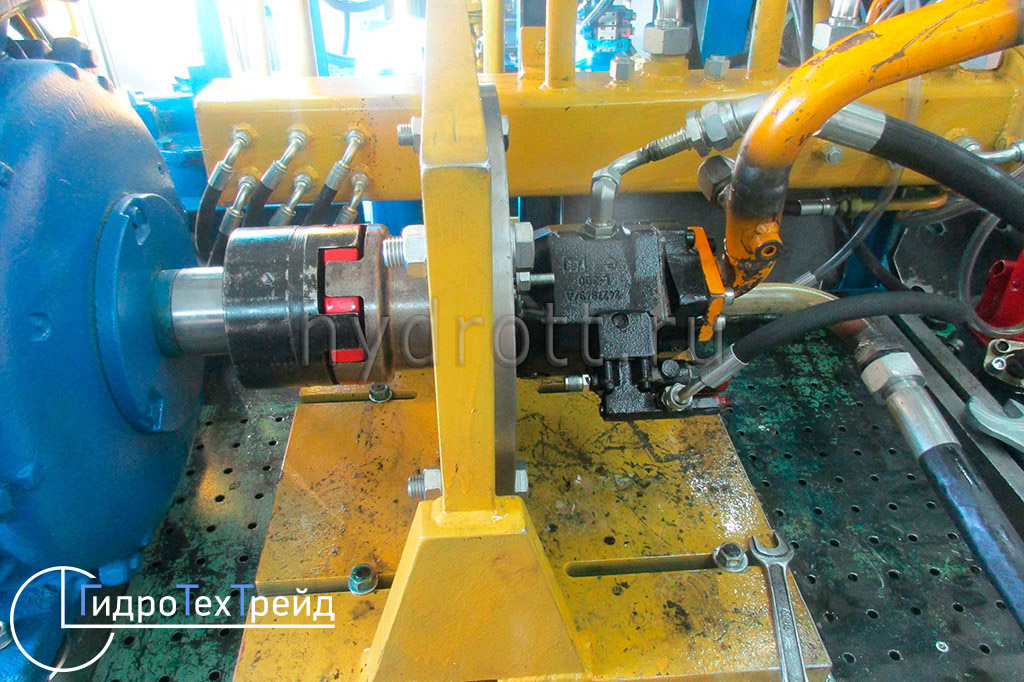
18 Ремонт гидромоторов и гидронасосов:
Ремонт аксиально-поршневых, героторных, пластинчатых гидронасосов и гидромоторов следующих производителей: Kawasaki, Hitachi, Bosch Rexroth, Liebherr, Sauer Dunfoss, Linde и других производителей.
Поставка напрямую от производителей оригинальных запасных частей и качественных аналогов к гидронасосам и гидромоторам Kawasaki, Hitachi, Bosch Rexroth, Liebherr, Sauer Dunfoss, Linde и других производителей.
Испытание и настройка гидронасосов проходит на двух специализированных гидравлических стендах мощностью 105 кВт и 315 кВт.
Испытываем гидронасосы до 1000 см³.
В текущий момент на предприятииООО «ГидроТехТрейд» происходит изготовление специализированного стенда для испытаний гидромоторов.
На все интересующие вопросы касательно производства и технических возможностей предприятия может ответить
На все интересующие вопросы касательно производства и технических возможностей предприятия может ответить Павлов Антон Михайлович по телефону +7 (985) 723-88-84